



Forĝanta Segmento por Shantui Komatsu CAT



Plibonigo de forĝadprocezo
Ŝanĝi de du aŭ tri dentoj al kvin dentoj reduktas la okazon de malfiksiĝo de dentobloko.Ŝanĝi la poziciiga cirklo al poziciiga bloko reduktas maŝinajn erarojn kaj interferon inter la poziciiga cirklo kaj la instalaĵsurfaco kaŭzita de varmotraktada deformado.
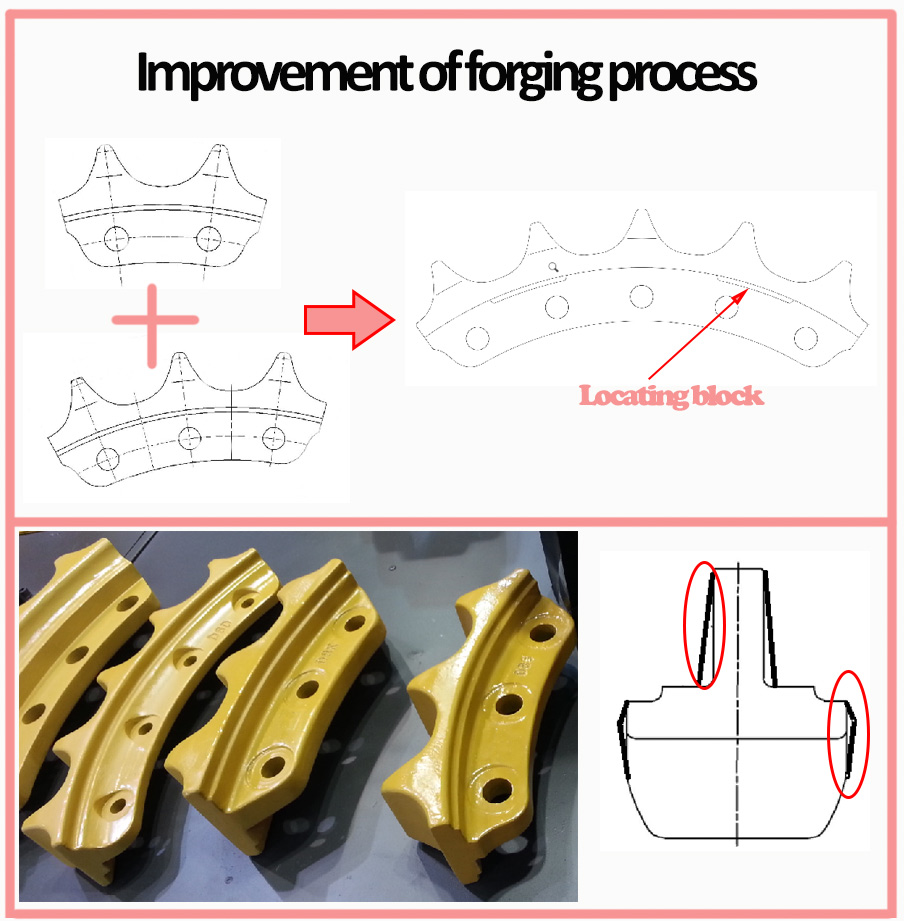
Pro la forĝada procezo, la flankaj kaj flanĝaj surfacoj de lasegmento en la vertikala forĝado-procezo devas reteni certan malneton angulon, kaj la maŝinprilaborita surfaco de la forĝita duonfinita produkto devas esti prilaborita.
Modelo Ni Povas Liveri
| SEGMENTO | ||||||||
| Modelo | OEM | Tonalto | Dento | Hols | Aperturo (mm) | Pezo | Marko | Alia OEM (BERCO) |
| DH08 | 111H-18-00001 | 154 | 3 | 3 | 17.5 | 4.1 | shantui | |
| 111H-18-00002 | 4 | 4 | 17.5 | 5.5 | shantui | |||
| SD13 | 10Y-18-00043 | 190 | 5 | 5 | 19.3 | 10.75 | shantui | |
| DH36 | 1175-18-00009 | 228.6 | 6 | 6 | 26.5 | shantui | ||
| 1175-18-00035 | 5 | 5 | 26.5 | |||||
| SD16、D65、D60、D85ESS-2 | 16Y-18-00014H | 203.2 | 3 | 3 | 23.5 | 8.5 | shantui/komatsu | 14X-27-15112/1,141-27-32410,144-27-51150,615-4149,KM2111,KM162 |
| (16Y-18-00049) | ||||||||
| SD22, D85 | 154-27-12273A | 216 | 5 | 5 | 23.5 | 15 | shantui/komatsu | 155-27-00151,615-4150,KM224 |
| SD32 、D155 | 175-27-22325A | 228.6 | 3 | 3 | 26.5 | 12 | shantui/komatsu | 175-27-22325/4 17A-27-11630,KM193,17A-27-41630 |
| SD52, D375 | 185-18-00001 | 280 | 5 | 5 | 28.5 | 33 | shantui/komatsu | 195-27-33110/1,KM1285 |
| SD90, D475 | 1189-18-00001/ | 317.5 | 5 | 5 | 31.5 | 43 | shantui/komatsu | |
| 198-27-42260 | ||||||||
| D50、D41、D58、D53 | 131-27-61710 | 175 | 3 | 3 | 19.5 | 6 | komatsu | 131-27-61710、131-27-42220、KM788 |
| D5B | 5S0836 | 175 | 3 | 3 | 18 | 5 | KATO | 6Y5244、CR4408.7P2636 |
| D6D/C/G | 6T4179/6T4179/6P9102 | 202.8 | 5 | 4 | 17.8/20.8 | 11.57 | KATO | 6Y5012,5S0050,7P2706,CR3330,CR3329,8P5837,8E4365/CR5476,117-1616 |
| D6H/R | 6Y2931/1026677 | 202.8 | 5 | 5 | 17.8 | 11.5 | KATO | 7G7212,8E9041,7T1697,CR5515,173-0946 |
| D7G/E/F | 8E4675/8E4675/8E4675 | 216 | 5 | 4 | 20.8 | 14.7 | KATO | 5S0052,3P1039,8P8174,CR3148 |
| D8N/R.D7H/R | 7T9773/6Y2354, | 215.9 | 5 | 7 | 20.8 | 16.4 | KATO | 6Y3928,CR5050,9W0074 |
| 6Y2354/7T9773 | ||||||||
| D8N/R.D7H/R | 314-5462 | 215.9 | 5 | 5 | 20.8 | 16.4 | KATO | CR7160 |
| D8K.D8H | 6T6782/6T6782 | 228.6 | 3 | 3 | 24.5 | 12 | KATO | 2P9510,5S0054,CR3144 |
| D6N.D6M | 6I8077/6I8077 | 190 | 5 | 5 | 18.5 | 9 | KATO | 6I8077/8,CR5875 |
| D9N | 7T1247 | 240 | 5 | 6 | 24.6 | 23.98 | KATO | CR4686 |
| D10N | 6T9537 | 260.35 | 5 | 6 | 27.61 | 26.7 | KATO | CR5047 |
| 832 | 632-7793 | 228.6 | 3 | 5 | 26.5 | 11.63 | KATO | |
HRC
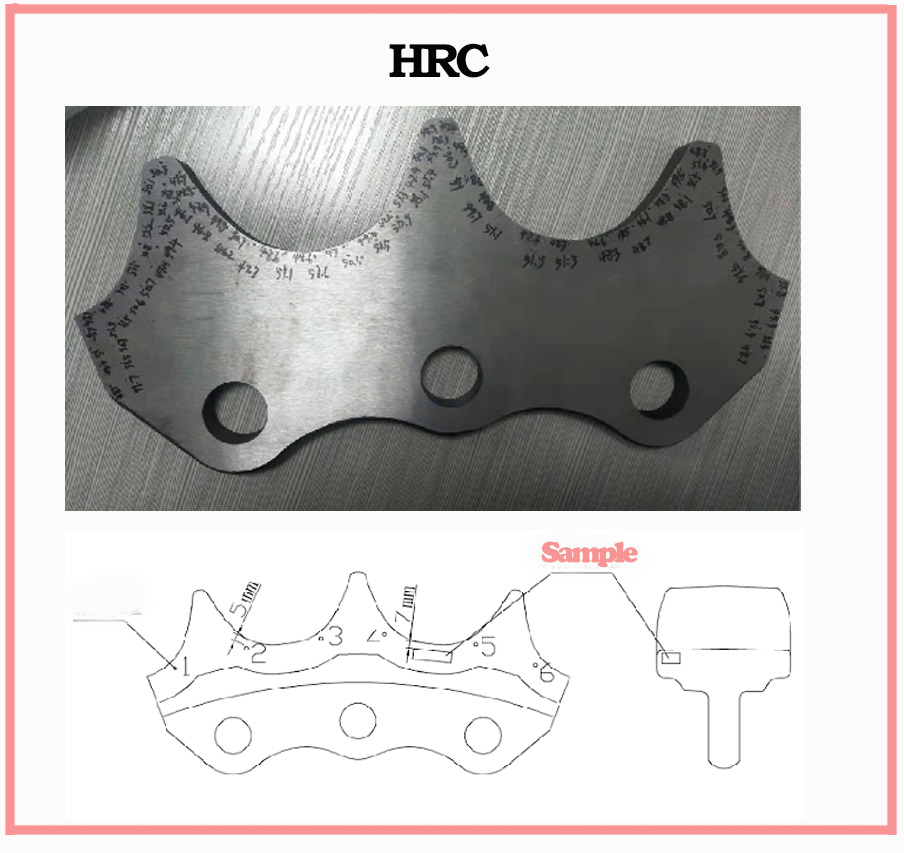
Pro la forĝadprocezo, la flankaj kaj flanĝaj surfacoj de la segmento en la vertikala forĝadprocezo devas reteni certan trajnan angulon, kaj la maŝinprilaborita surfaco de la forĝita duonfinita produkto devas esti prilaborita.
Pakado







